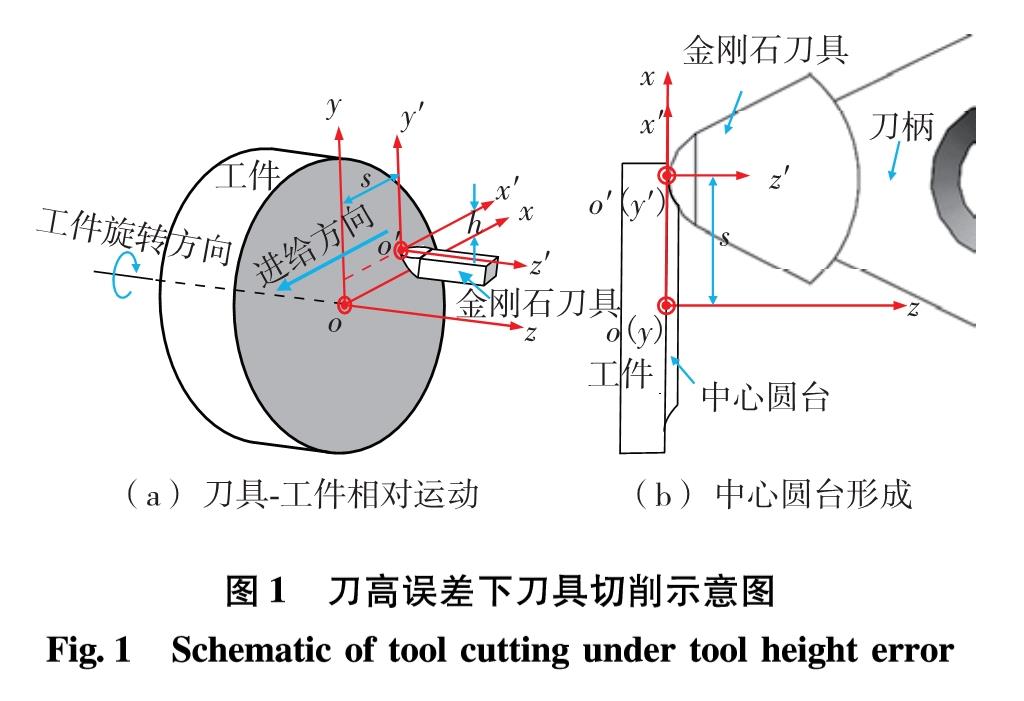
3.1 中心刀具干涉与切削力分析
刀具干涉区域是在刀具后刀面与中心圆台之间干涉力作用下,由刀具的被动抬升所形成.试验研究发现,刀具干涉作用力与刀具干涉区域拓扑形貌之间存在密切联系.因此,可通过监测切削力实现刀高误差的在线辨识.
图9 不同刀高误差下的切削力
Fig.9 Cutting force under different tool height errors
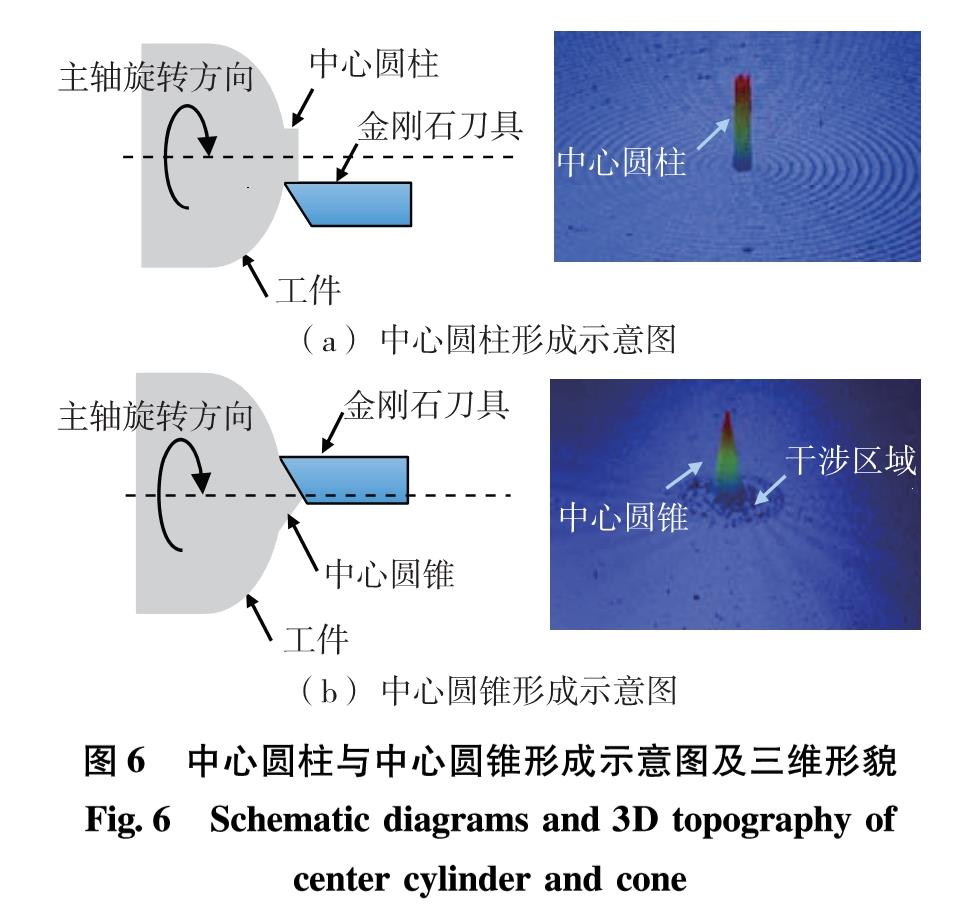
图9为中心圆柱和中心圆锥形貌及与之对应切削力形态.由图9(a)可见,当工件表面形成中心圆柱时,切削力在切削行程中无明显突变; 而当工件表面形成中心圆锥时,切削力在切削行程末端有显著突变,呈力脉冲形式.由图9(b)和(c)可见,当h从29.84 μm变为49.91 μm时,切削力的3个分量力脉冲幅值均有较大增幅.因此,在中心圆锥形成过程中,刀具后刀面对工件材料挤压而产生刀具干涉,从而在切削行程末端产生脉冲形式的干涉作用力.干涉作用力与刀高误差关系密切,刀高误差越大,干涉作用力幅值也越大.
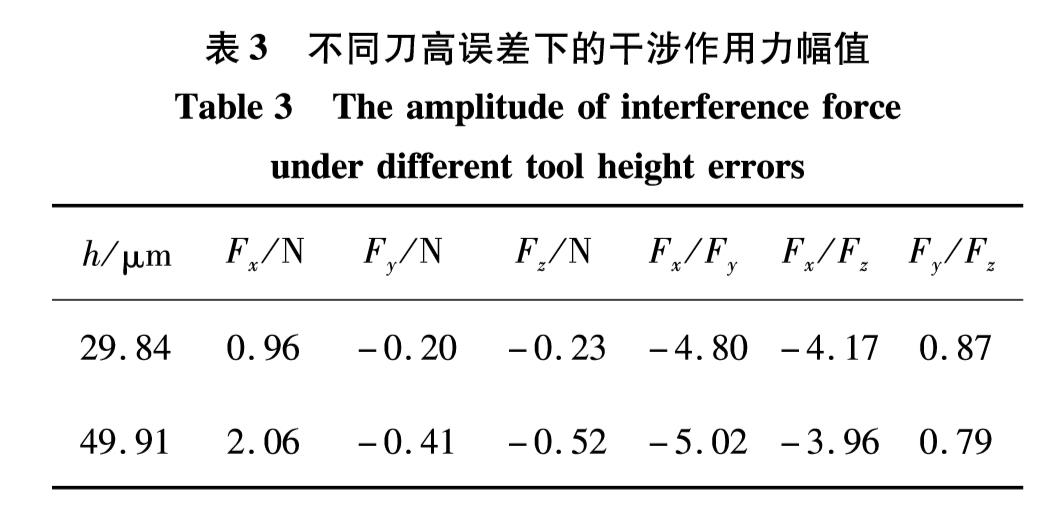
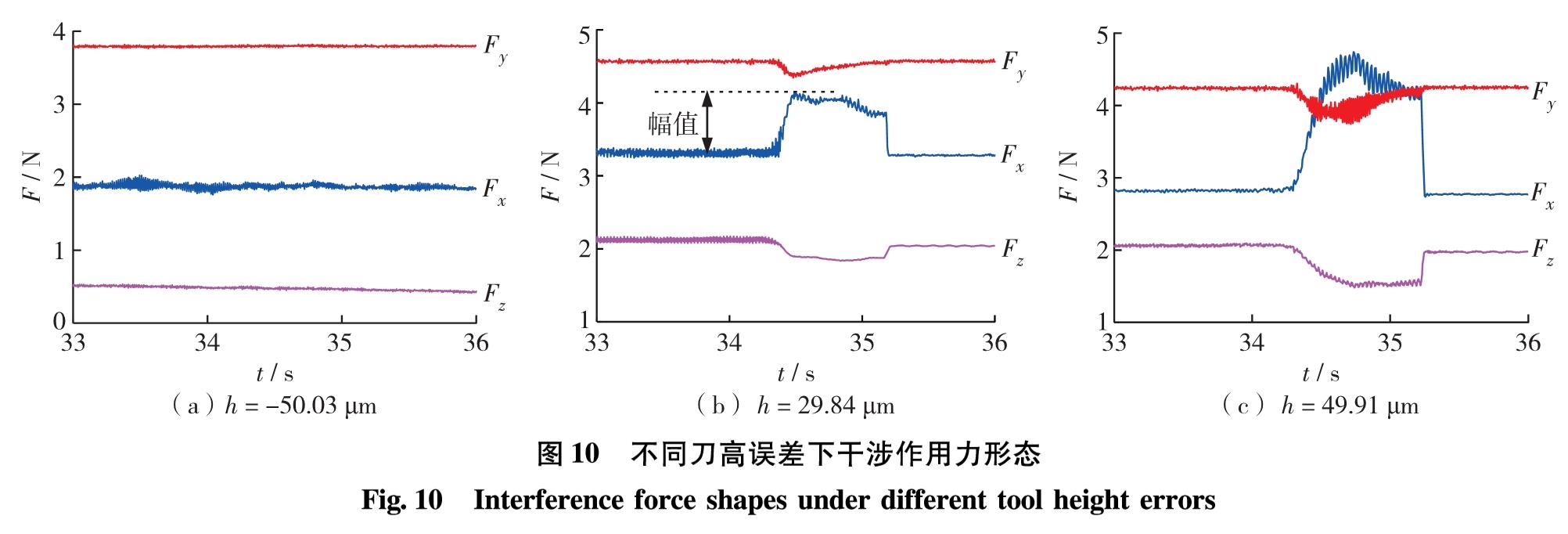
图 10为不同刀高误差下刀具干涉过程中的干涉作用力形态.由图 10(a)可见,在中心圆柱形成过程中,切削行程末端未发现脉冲状切削力; 而在中心圆锥形成时,随着刀高误差的增加,其3个方向上的切削力分量均有很大增加,其中, Fx的幅值改变最明显,代表了干涉作用力的敏感方向.表3比较了h=29.84 μm及h=49.91 μm时的切削力幅度, h=49.91 μm处的干涉作用力分量Fx, Fy和Fz均大于h=29.84 μm处的干涉作用力分量,且这两处刀高误差下各干涉作用力分量的比值(F49.91/F29.84)分别为2.15、2.05及2.26,稳定在2.1左右.证明干涉作用力于各个方向上的分量的变化趋势也基本相同.
表3 不同刀高误差下的干涉作用力幅值
Table 3 The amplitude of interference force under different tool height errors
图 10 不同刀高误差下干涉作用力形态
Fig.10 Interference force shapes under different tool height errors
3.2 切削力Fx分量的拟合
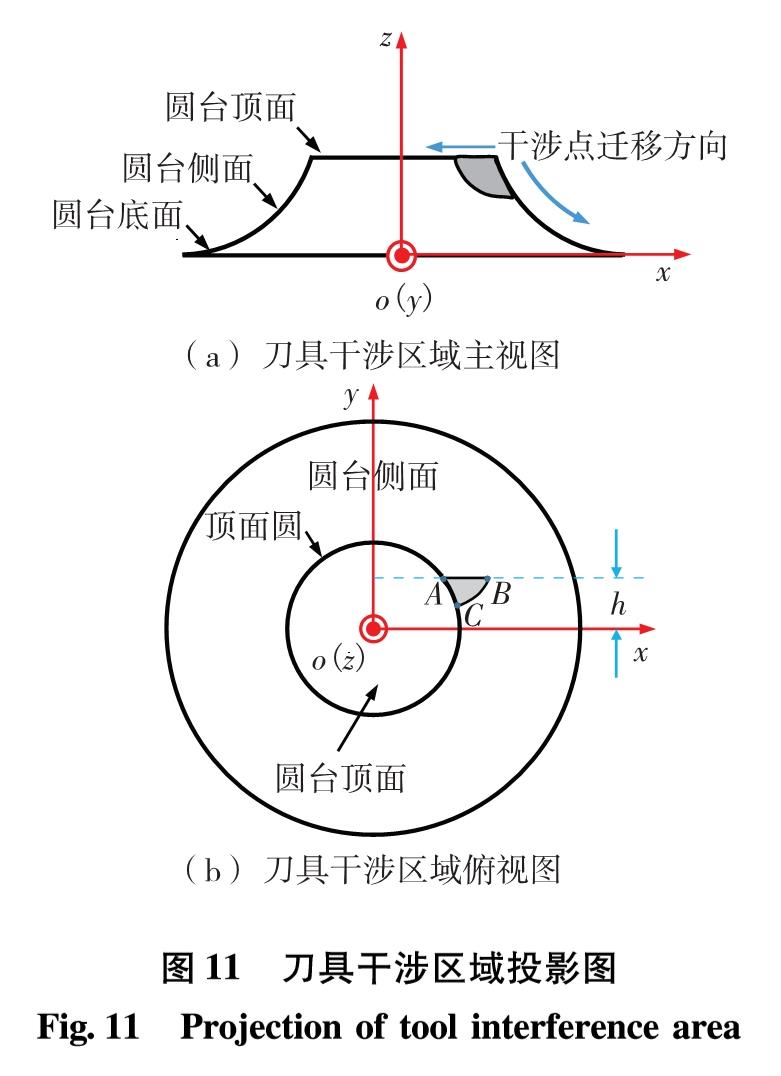
图 11为刀具干涉区域投影图.由图 11(a)可见,刀具与工件的干涉位置最先发生在中心圆台顶面与刀具切削刃相交的点处,随着刀具的持续进给,干涉边界一方面会在中心圆台顶面内沿刀具后刀面方向迁移,另一方面会沿着切削刃向圆锥底部迁移.由于在干涉过程中切削力分量Fx的变化最明显,抗误差干扰能力最强,故利用Fx与干涉区域形貌之间的映射关系表征刀高误差.由图 11可见,干涉区域在xoy平面的投影为封闭曲面ABC. 因封闭曲面ABC的BC边长度较短,可近似为直线,故可将封闭曲面ABC简化为三角形ABC.
图 11 刀具干涉区域投影图
Fig.11 Projection of tool interference area
点A为中心圆台顶面与刀具前刀面相交点,其位于切削刃上,则其x轴坐标为
xA={s-(2Rap-a2p)1/2,(2Rap-a2p)1/2≤s≤is
0, 0≤s≤(2Rap-a2p)1/2(10)
由图 11(b)可见,点B为干涉点向下迁移的边界点.对于xoy截面与刀具后刀面交线的斜率为
(∂ y)/(∂ x)=((x-s)cot2δ)/(y-h+Rtan δ)(11)
因点B在切削刃上,其y值恒为h. 同时,对于刀具后刀面和中心圆台,两者干涉点处斜率相等,代入式(11)可得
-x/h=(x-s)/(Rtan δ)(12)
求解式(12)可得到点B的x轴坐标为xB=(sh)/(Rtan δ+h). 点C为中心圆台顶面圆与刀具后刀面的交点,其坐标点(xc,yc,zc)为
{(xc-s)2+(zc-R)2=((yc-h+Rtan δ)/(cot δ))2
(s-xc)/((yc-h+Rtan δ)tan δ2)=(xc)/(yc)
zc=ap(13)
将三角形ABC的面积带入下式,便可计算干涉作用力幅值为
Fx={K((-sRtan δ)/(Rtan δ+h)+c)((h-yc)/2), c≤s≤is
(Ksh)/(Rtan δ+h)((h-yc)/2), 0≤s≤c(14)
其中, c=(2Rap-a2p)1/2; K通过标定获得, K=9.2×109 N/m2.
用时间t替换式(14)中的水平距离s, 可得到干涉作用力随时间变化的表达式为
Fx=
{K[((tfr-is)Rtanδ)/(Rtanδ+h)+c]((h-yc)/2), c/(fr)≤t≤(is)/(fr)
(Kh(is-tfr))/(Rtanδ+h)((h-yc)/2), 0≤t≤c/(fr)(15)
其中, fr为刀具的进给速率.
图 12为在相同切削参量下(刀尖半径为0.5 mm、刀具后角为15°、切削深度为10 μm及刀高误差为49.91 μm),Fx随时间变化的模拟值与试验值对比结果.可见,随着刀具的持续进给,刀具干涉作用力先增加后减小.
图 12 干涉作用力分量Fx的模拟值与试验值对比图
Fig.12 Comparison of simulated and experimental values of interference force Fx
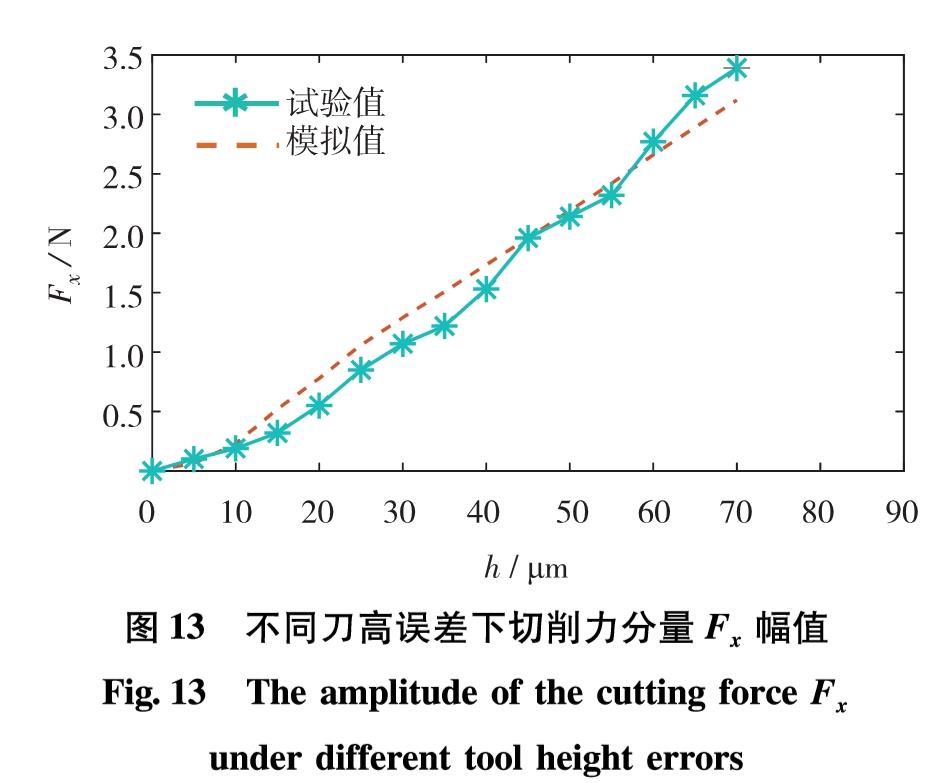
图 13 不同刀高误差下切削力分量Fx幅值
Fig.13 The amplitude of the cutting force Fx under different tool height errors
对比不同刀高误差下(刀尖半径为0.5 mm、刀具后角为15°及切削深度为10 μm)刀具干涉作用力分量Fx的模拟值与试验值,如图 13.随着刀高误差的增加, Fx分量的模拟值与试验值都相应地趋于线性增加,且两值在增加过程中吻合较好,证明利用干涉作用力进行刀高误差表征方法可行.因此,加工中可通过监测车削行程中的切削力,无需拆卸工件即可将刀高误差值控制在极小范围内.