基金项目:国家自然科学基金资助项目(61403234)
作者简介:邹 霞(1979—),女(汉族),山东省荣成市人,山东财经大学讲师.E-mail:cherry.zou@126.com
中文责编:方 圆; 英文责编:木 南
作者简介:邹 霞(1979—),女(汉族),山东省荣成市人,山东财经大学讲师.E-mail:cherry.zou@126.com
中文责编:方 圆; 英文责编:木 南
1)山东财经大学管理科学与工程学院,济南 250014; 2)山东大学管理学院,济南 250100; 3)山东大学控制科学与工程学院,济南 250061
1)School of Management Science and Engineering, Shandong University of Fiance and Economics, Jinan 250014, P.R.China2)School of Management, Shandong University, Jinan 250100, P.R.China3)School of Control Science and Engineering, Shandong University, Jinan
management engineer; centralized sorting system; decentralized sorting system; sorting efficiency analysis; modeling and simulation; stock keep unit quantity influence analysis
DOI: 10.3724/SP.J.1249.2015.05515
基于自动分拣系统的作业原理,研究集中式和分散式自动分拣系统的作业流程、作业步骤和动作组成,剖析各个作业的动作时间,构建两种分拣系统的作业时间模型.根据某轮胎企业的实际数据,利用Matlab软件对两种系统的作业时间进行仿真,对比分析两种系统的分拣效率.调整品规数量进行两种分拣系统的效率仿真,分析品规数量对两种系统分拣效率的影响.结果表明,系统作业效率受品规影响小于集中式系统.
The centralized and decentralized automatic sorting models based on the operating principles of automatic sorting systems are proposed. The detailed studies on the operation processes, operation steps and the compositions of working actions for the two automatic sorting systems are carried out. Through the analysis of every working action time, the operation time models for two sorting systems are developed. Matlab is chosen to simulate the operation time for the two systems based on the actual data of a tire enterprise, and the sorting efficiencies for the two systems are compared. In addition, more efficiency simulation experiments are performed by adjusting the stock keep unit(SKU)quantity, and the effects of SKU quantity on the sorting efficiency for the two systems are investigated. It is found that the influence of SKU quantity on the operation efficiency in decentralized sorting systems is less significant than that in centralized sorting systems.
轮胎制造业采用规模定制生产模式提高核心竞争力,导致产品种类急剧增加.由于产品质量及其工艺流程设计等特点,下线产品品规无规律可循,必须增加产品分拣环节来完成下线产品的品规分拣作业.轮胎行业目前使用的分拣设备,从设备功能分类上看,主要分为集中式和分散式.分拣系统的作业效率、下线产品的品规数量直接影响企业分拣效率.为此,本文着重研究两种系统的作业原理、作业时间模型、作业时间仿真及品规数量的影响.
自动分拣系统研究目前主要分为:一分拣路径和分拣策略; 二分拣设备选择与控制系统.后者包括本研究的分拣系统作业时间的建模.
在分拣路径和分拣策略上.2001年, Roodbergen等[1]在多横向通道的仓储系统环境下,针对各种拣货策略比较不同通道数目、不同货物品项及不同通道宽度的拣货路径.2004年,田伟等[2]应用改进LK算法求解了固定货架拣选优化问题研究.2007年,常发亮等[3]针对自动化仓库拣选作业路径问题,创建一种含装箱约束条件的多目标优化新型数学模型,并用改进的遗传算法进行求解.
在分拣设备和控制系统研究上.2002年,王文胜[4]按照包裹分拣、贮存及发运的要求,设计了邮局悬挂分拣机控制系统.2007年,秦峰华[5]针对两种类型的卷烟分拣机各个动作的效率指标进行测试,制定了分拣机分解动作的性能标准,并定义了标准分拣机,为以后的系统开发和产品改进提供了支撑.同年,谢伟东等[6]提出条烟自动分拣系统的异步分拣法及其基本控制算法,设计了滑道式分拣装置; 鲁五一等[7]对卷烟分拣系统进行时间建模,并根据实际数据对建模结果进行分析.2009年,陶秀义[8]针对卷烟自动分拣系统的作业时序和分拣能力进行分析,建立卷烟分拣作业时序模型.2010年,李津[9]对医院门诊药房拣选系统进行系统的建模与优化设计.2011年,魏晓琴[10]对数字化药房的分拣系统运用软件进行建模并实现仿真.
从国内外关于自动分拣系统的研究来看,其应用行业主要集中在卷烟、医药及邮政等小件物品分拣,在轮胎行业的研究不多.同时,分拣系统大多分为人工系统、半自动系统及自动系统,缺少其他合理的分类方式.为此,本文主要研究轮胎自动分拣系统中的分散式和集中式系统两大类,最终为系统规划和行业发展提供参考.
分拣作业按设备自动化程度可分为人工分拣和自动化分拣.人工分拣是指完全由人进行,不借助其他机械设备的辅助来完成分拣作业的方式; 自动化分拣是指在计算机控制下,由拣货设备的机械自动负责,无需人力介入即可完成分拣作业的方式[11].人工分拣虽然具有初期投入成本低的优势,但也存在诸多不足,主要表现在:① 人工处理过程中存在的不确定性因素太多,使拣货正确率偏低; ② 需要进行二次分拣, 增加环节的同时造成浪费; ③ 工作效率低, 使系统响应速度偏慢; ④ 分拣所需区域较大,在占地面积上造成一定浪费.
分拣系统按照布局分类可分为线型分拣和环形分拣系统.一般来说,线型输送分拣系统在品规数目相对较少时非常经济,环型分拣系统的成本要高于线型分拣系统,但可提供更好的功能及灵活性,能够实现很高的分拣速度,品规数可达几百个.另外,环形分拣系统更容易导入,因此更适合交叉多方位的输送[12].
分拣系统按照机械结构分类,可分为滑梭式分拣机、跃转轮式分拣机、皮带横移式分拣机和翻盘式分拣机等.目前滑梭式分拣机使用范围广泛. 分拣效率高,可达1.3万件/h.
从自动分拣系统功能集中程度分类,分拣系统可分为集中式分拣系统和分散式分拣系统.集中式分拣系统主要是指硬件、软件等机械设备在空间上功能集成,并执行串行系列作业的分拣系统,以直角坐标机器人为典型代表; 分散式分拣系统是指通过控制系统将分散的硬件、软件、信息和数据等统一起来,共同完成分拣任务,如拨臂式、滑梭式和交叉皮带式分拣系统都是由多个硬件机构来完成分拣,本研究将其定义为分散式分拣系统[13].
以工业机器人为代表的机电一体化智能分拣设备,将搬运、分拣和码垛功能集成化,是集中式分拣系统的典型代表,运用较多的是直角坐标机器人(如图1).直角坐标机器人是能够实现自动控制、可重复编程、多功能、多自由度、运动自由度间成空间直角关系及多用途的操作机,其根据程序指令,可在一定区域内依次串行完成识别、取放、码垛及搬运等作业.由于分拣、码垛及搬运等作业都由直角坐标机器人独自完成,因此把其定义为集中式自动分拣系统.
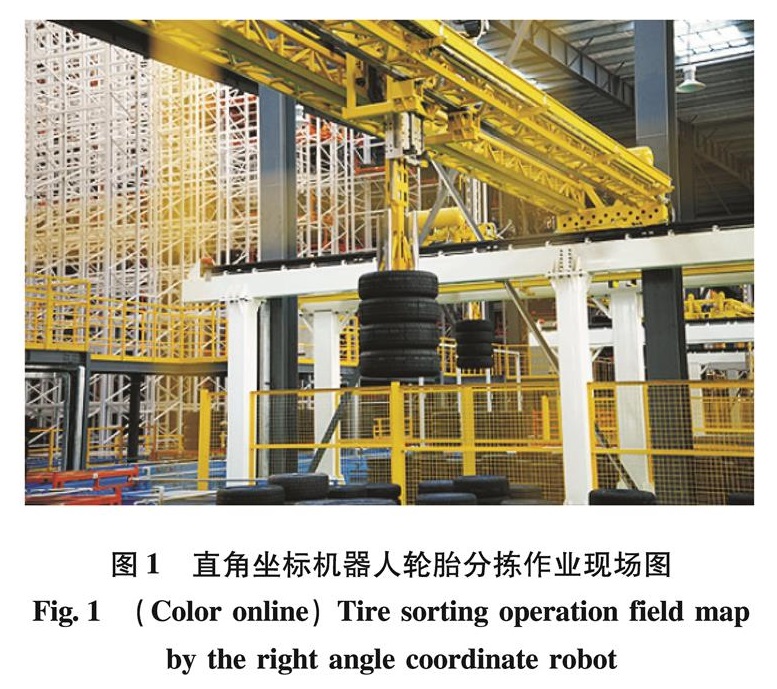
图1 直角坐标机器人轮胎分拣作业现场图
Fig.1 (Color online)Tire sorting operation field map by the right angle coordinate robot
集中式分拣对下线产品进行品规(stock keep unit, SKU)识别后,给该品规产品分配一个特定暂存位置,通过机器人悬臂将下线产品按照设定程序依次抓取、搬运和码垛,并将码垛完成的产品运送至指定区域,然后回到起点.重复进行分拣作业,分拣作业原理如图2.
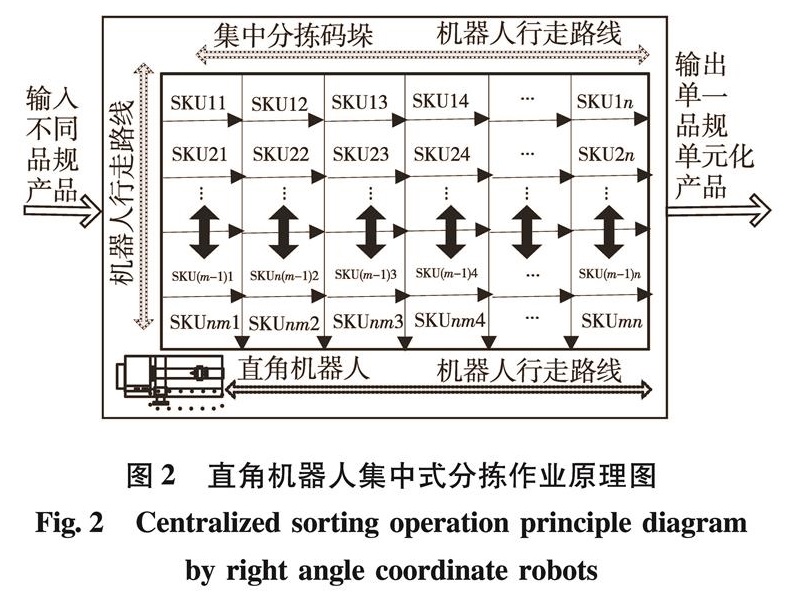
图2 直角机器人集中式分拣作业原理图
Fig.2 Centralized sorting operation principle diagram by right angle coordinate robots
滑块式和拨臂式分拣系统是分散式分拣系统的典型代表.滑块分拣系统将不同品规的产品经过扫码后,根据品规不同将其划到指定通道,某一规格达到一定数目后码垛放入托盘并通过自动引导小车(auto-guided vehicle,AGV)实现入库,其现场如图3.
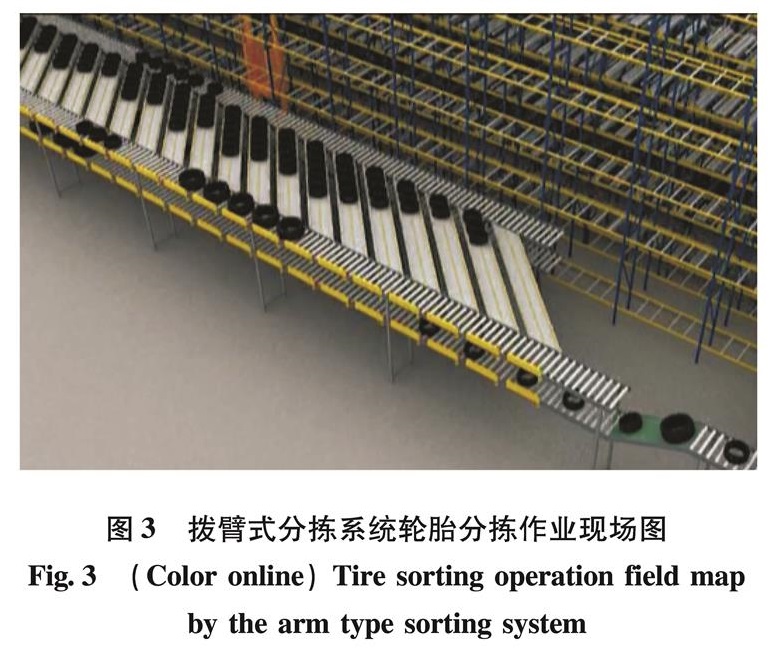
图3 拨臂式分拣系统轮胎分拣作业现场图
Fig.3 (Color online)Tire sorting operation field map by the arm type sorting system
这类分拣系统借助环形、S弯道输送线或采用两层式布局,增加了分拣产品的缓存空间,减少空间占用.需分拣产品依次通过分拣系统的输送线,到达指定地点时,分拣机构按照程序设计要求分拣出不同品规的产品,当达到规定数目实现托盘化并进行入库作业.分散式分拣作业的原理如图4.
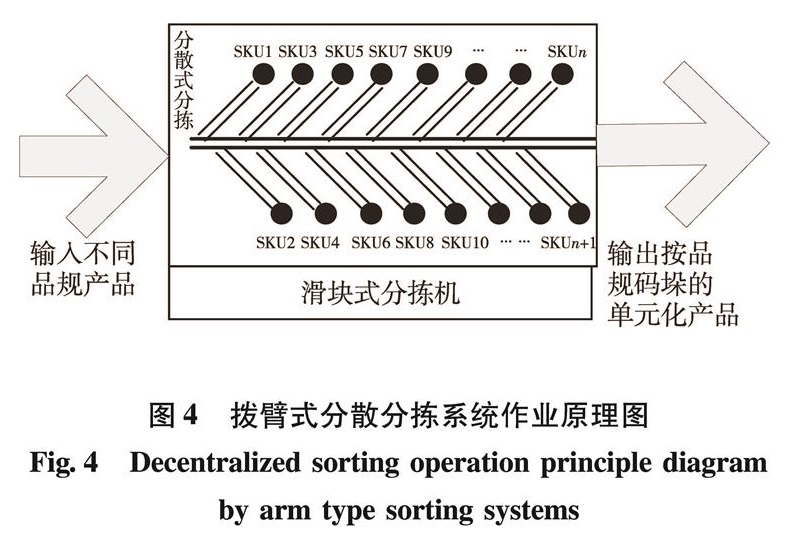
图4 拨臂式分散分拣系统作业原理图
Fig.4 Decentralized sorting operation principle diagram by arm type sorting systems
集中式分拣的作业流程如图5,直角坐标机器人处于初始状态时,等待任务执行.当接收到作业信号时,直角机器人移动至指定位置,抓取第1个待分拣产品X1,通过扫描条形码识别其品规; 然后移动产品至该品规所在位置; 此动作完成后,进行1次判断,判断码垛是否完成,若轮胎累积到指定数量,则码垛完成,此时直角机器人将码垛完成的轮胎整体搬运至入库等待区,等待入库; 继而直角机器人返回原点,等待下一次任务的执行.反之,若轮胎没有达到指定数量,即码垛未完成,此时直角机器人直接返回原点,等待下一次作业.1个产品的分解作业过程简称P过程.
第2个产品X2的分拣过程与X1相同,X2分拣完成后,继而进行X3、 X4……直至Xn的分拣,作业流程见图5.

图5 集中式分拣(串行)作业流程图
Fig.5 Flow chart of centralized sorting(chained job)
集中式分拣系统为串行作业系统.首先,它只能依照生产线下线产品的顺序,即X1,X2,…,Xn的顺序依次完成对所有集中式分拣产品的分拣,即产品按串行分拣; 其次,对单一产品的作业,也是按照次序依次完成品规识别、抓取、搬运、放下码垛、整垛产品的搬运和返回原点,单一产品的分拣作业也是一系列动作的串行组合.
集中式分拣系统的优点在于产品智能化、集成度高、动态性好、适应性强,可满足不同形状不同品规的产品分拣; 缺点是单一设备,一旦出现故障将导致整个系统无法作业,停止分拣.另外从理论上讲,串行作业系统的效率低于并行作业系统.
以直角坐标机器人为例,对集中式分拣系统的作业进行动作分解,分析每项作业及动作的时间,构建系统的作业时间模型,以分析系统作业效率.直角坐标机器人作业主要分为品规识别、产品分拣、整垛货物搬运和返回起点.品规识别作业的动作分为货物寻找和品规识别; 产品分拣作业的动作可细分为抓取、提升、行走和放货码垛; 整垛货物搬运作业的动作可细分为抓取、提升、行走和放下,详见表1.
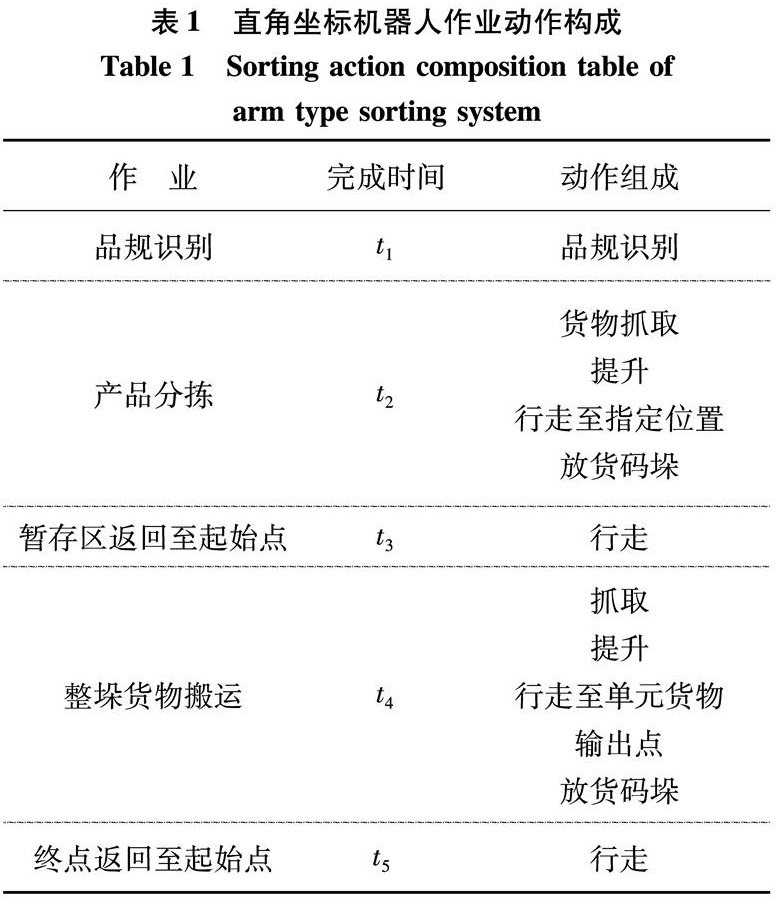
表1 直角坐标机器人作业动作构成
当整垛货物未完成码垛时,该作业周期包含品规识别、产品分拣和暂存区返回至起始点3项作业; 否则1个作业周期包含品规识别、产品分拣、整垛货物搬运和终点返回至起始点4项作业.
设直角坐标机器人完成第i个产品分拣的时间(即1个作业周期)为Ti,则
Ti=ti1+ti2+wti3+(1-w)(ti4+ti5)(1)
s.t.
w={1, 码垛未完成
0, 码垛完成
对参数做如下假设:
1)在理想状态下,ti1为固定值,因此可直接定义tsb为品规识别时间.
2)设货物抓取时间tzq、提升时间tts和放货码垛时间tmd为固定值,因此, ti2和ti4的时间取决于直角坐标机器人的行走时间.
3)直角坐标机器人同时进行水平和垂直移动,设水平移动速度为vx, 垂直移动速度为vy, 假设水平移动速度等于垂直移动速度,且移动速度为均值v1, 即vx=vy=v1.
4)设每个产品的单位长度为1,每个品规产品的坐标以中心点来计算.
5)直角坐标机器人分拣产品的区域是边长为L的正方形(L为正整数), 4个顶点坐标分别为(0,0)、(0,L)、(L,L)和(L,0), 直角坐标机器人的起始点坐标为(0,L/2), 终点坐标为(L,L/2), 则该区间可做多分拣L2个品规产品.区域中任一点的坐标设为(x,y), 则第i个产品在分拣区域中的位置为(xi,yi), 设每小时下线产品数量为N, 则第i个产品在分拣区域中的位置为(xi,yi),i∈[1,N], xi∈[0,L], yi∈[0,L], xi和yi均服从[0,L]随机分布.
6)设每6个轮胎组成1个货垛,则P(w=1)=5/6, P(w=0)=1/6, 则期望值E(w)=1×5/6+0×1/6=5/6.
根据上述假设,计算出每个动作的作业时间为
ti2=tzq+tts+max(xi/v1,|yi-L/2|/v1)+tmd(2)
ti3=max(xi/v1,|yi-L/2|/v1)(3)
ti4=tzq+tts+
max((L-xi)/v1,|yi-L/2|/v1)+tmd(4)
ti5=L/v1(5)
将式(2)至式(5)代入式(1),得直角坐标机器人分拣第i个货物的作业时间Ti为
Ti=tsb+tzq+tts+max(xi/v1, |yi-L/2|/v1)+
tmd+w×max(xi/v1, |yi-L/2|/v1)+
(1-w)×[tzq+tts+max((L-xi)/v1,
|yi-L/2|/V1)+tmd+L/v1](6)
整理后得
Ti=tsb+(2-w)×(tzq+tts+tmd)+
(1+w)×max(xi/v1, |yi-L/2|/v1)+
(1-w)×max((L-xi)/v1,
|yi-L/2|/v1)+(1-w)×L/v1(7)
s.t.
w={1, 码垛未完成
0, 码垛完成
在对单一轮胎进行分拣作业过程中,当轮胎的品规确定,则xi和yi确定,轮胎分拣时间主要受到该品规的码垛是否完成的影响,因此ti服从0-1分布, 从而计算出E(Ti).
E(Ti)=E[tsb+(2-w)×(tzq+tts+tmd)+
(1+w)×max(xi/v1, |yi-L/2|/v1)+
(1-w)×max((L-xi)/v1,
|yi-L/2|/v1)+(1-w)×L/v1](8)
化简后得第i个产品的作业时间期望值为
E(Ti)=tsb+7/6×(tzq+tts+tmd)+
11/6×max(xi/v1, |yi-L/2|/v1)+
1/6×max((L-xi)/v1,
|yi-L/2|/v1)+1/6×L/v1(9)
设每个货垛的产品数量为Q, 需要分拣的产品数量为N, 总的作业时间为TT,则
TTmod1=∑Ni=1Ti(10)
将式(10)代入式(7),整理后得
TTmod1=N×tsb+N×(2-w)×(tzq+tts+tmd)+
(1+w)×∑Ni=1max(xi/v1, |yi-L/2|/v1)+
(1-w)×∑Ni=1max((L-xi)/v1,
|yi-L/2|/v1)+N×(1-w)×L/v1(11)
与集中式分拣系统所对应的是分散式分拣系统,其采用并行作业模式,图6以拨臂式分拣系统为例说明其作业工作原理.当生产线下线产品到达拨臂式分拣设备时,产品X1进入分拣线, X2在分拣线入口处等待, X1经过分拣入口的扫码器读取相应的品规数据,根据获得的X1数据,分拣系统判断X1将在哪个位置被分拣至其对应通道,未到达指定位置前,在输送系统上移动.同一通道所收集的轮胎为同一品规,当通道内的产品达到规定的数目之后,将由码垛设备统一进行码垛并将其扫码入库.在X1上分拣输送线后,固定等待时间后X2开始进入分拣输送线,其后的工作与X1一致, X3、 X4、 …、 Xn与上述过程一样.

图6 分散式分拣(并行)作业流程
Fig.6 Flow chart of decentralized sorting(concurrent job)
与集中式分拣系统的串行作业不同,分散式分拣系统为并行分拣作业系统,虽然X1、X2、…、Xn依照生产线下线顺序进入分拣系统的输送线进行品规识别,但由于其有多个分拣处理机构,可同时完成对多个产品的分拣作业,理想状态下同时可分拣的最大产品数量为该分拣系统所设计的通道数.
分散式分拣系统的优点是采用并行作业、分拣速度较高、可靠性强.缺点是功能单一,分拣完成后需其他设备完成码垛及搬运作业; 动态性不如集中式高,可分拣的最大品规数为系统通道数; 另外产品的外形尺寸需要和硬件尺寸相匹配.
以拨臂式自动分拣系统为例,对分散式分拣系统的作业进行动作分解,分析每项作业及动作的时间,构建系统的作业时间模型,以分析系统作业效率.与直角坐标机器人相比,拨臂式分拣系统的作业主要分为品规识别和产品分拣两大类,动作也相对简单.品规识别作业的动作分为货物寻找和品规识别; 产品分拣作业的动作可细分为输送和拨臂分拨,详见表2.

表2 拨臂式分拣系统作业动作构成表
Table 2 Sorting job action composition table of right angle coordinate robot
设分散式分拣系统完成第i个产品分拣时间为
ti=ti1+ti2(12)
对参数做如下假设:
1)在理想状态下, ti1为固定值,因此可直接定义品规识别时间为t1.
2)输送线的速度为v2.
3)设拨臂分拣机的总通道数为S, 相邻两个通道之间的距离为U, 则产品从起点运行到x个通道的距离为x×U.
4)为满足实际分拣需求,通道数S应大于实际品规数K, 设S=α×K, α为调整系数, 根据实际经验, 一般α∈[1.0,1.1].
根据上述假设,则
ti=t1+xi×U/v2(13)
设第n个产品的开始分拣时间和结束时间分别设为TSn和TFn, 由于并行作业,则
TSn=(N-1)t1(14)
TFn=nt1+xnU/v2 xn∈[1, S](15)
设需要分拣的产品数量为N, 品规数为S, 则总的作业时间为开始时间至N个产品中最后一个结束分拣时间,
TTmod2=max(TFn)n∈[1,N](16)
① 为满足市场需求,国内轮胎行业引入大规模定制模式[14],即企业根据客户需求进行个性化设计及生产,导致品规大量增加. ② 一般轮胎制造企业的品规达到几千个,而轮胎行业由于其流程复杂,导致生产残次品率较高,因此检测下线的产品与计划差距较大,且品规无规律可循. ③ 非标准化.因为轮胎产品本身特性使得轮胎外形和质量差异都很大. ④ 人工作业难度大.主要表现在拣货正确率偏低,人员工作效率低、需要进行二次分拣,分拣所需区域较大等问题.以上4大问题给轮胎分拣环节带来巨大压力,因此,轮胎生产物流需要增加自动化分拣环节,实现轮胎按品规分拣并单元化,为分类储存做好准备.
某轮胎企业每天生产轮胎约4万条,为满足客户需求,引入按单生产模式.由于轮胎生产线的特点,导致下线的产品与计划差距较大,品规无规可循,需要增加分拣环节,实现轮胎按品规分拣并单元化,为分类储存做好准备.通过分析3个月的生产数据,平均每小时生产1 600个产品,每小时最大品规数为140,平均每2.25 s下线1个产品,每个托盘存放6条轮胎.
以下根据第4部分构建的作业时间模型,利用Matlab软件对该轮胎生产企业的1 h下线轮胎,按照集中分拣和分散分拣两种模式进行作业效率的仿真和分析.
以轮胎行业使用较多的直角坐标机器人为例,其作业时间分别是tsb=8 个/min, tmd=10 s, vx=3.6 m/s.根据案例需求,式(3)至式(9)中L取12 m即可满足本项目140个品规的分拣需求,设下线产品品规服从[1,140]随机分布.利用Matlab对直角坐标机器人的分拣时间进行1 000次仿真,结果如图7.

图7 直角坐标机器人作业时间仿真结果
Fig.7 Simulation results of sorting time by the right angle coordinate robot
对该设备作业仿真结果进行数据统计分析,得到最大作业时间、最小作业时间、平均作业时间、标准差及极差,计算其变异系数,详见表3.

表3 直角坐标机器人作业时间仿真统计数据
Table 3 Simulation statistics of sorting time by the right angle coordinate robot
以轮胎行业使用较多的拨臂分拣机为例,其输送速度v2为4 m/s.根据案例实际,式(15)和(16)中N=1 600, S=140, t1=2.25 s, U=2 m.与5.2节相同,下线产品品规服从服从[1,140]随机分布.利用Matlab对拨臂分拣机的分拣时间进行1 000 次仿真,结果如图8.
对该设备作业仿真结果进行数据统计分析,得到最大作业时间、最小作业时间、平均作业时间、标准差及极差,计算其变异系数,见表4.从计算结果看,该模式作业时间波动性小,稳定性好.
以上述两种分拣系统为研究对象,以轮胎的生产线下线产品为基础数据,改变轮胎的品规数,分析品规数量对两种分拣系统的作业时间影响程度.
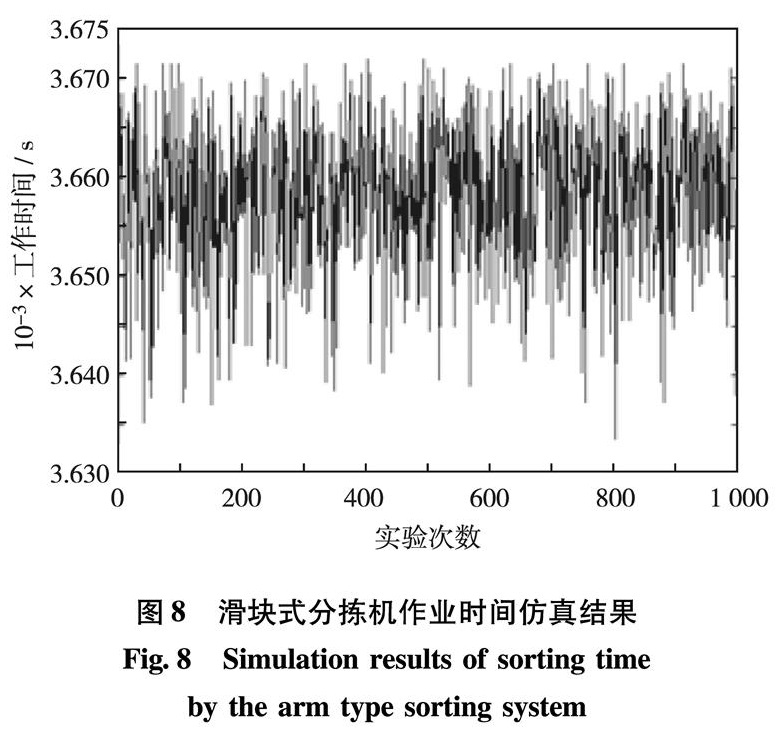
图8 滑块式分拣机作业时间仿真结果
Fig.8 Simulation results of sorting time by the arm type sorting system

表4 拨臂式分拣系统作业时间仿真统计数据
Table 4 Simulation statistics of sorting time by the arm type sorting system
令品规数为10~300,用Matlab分别对两种系统的作业时间进行仿真,结果如图9和图 10.
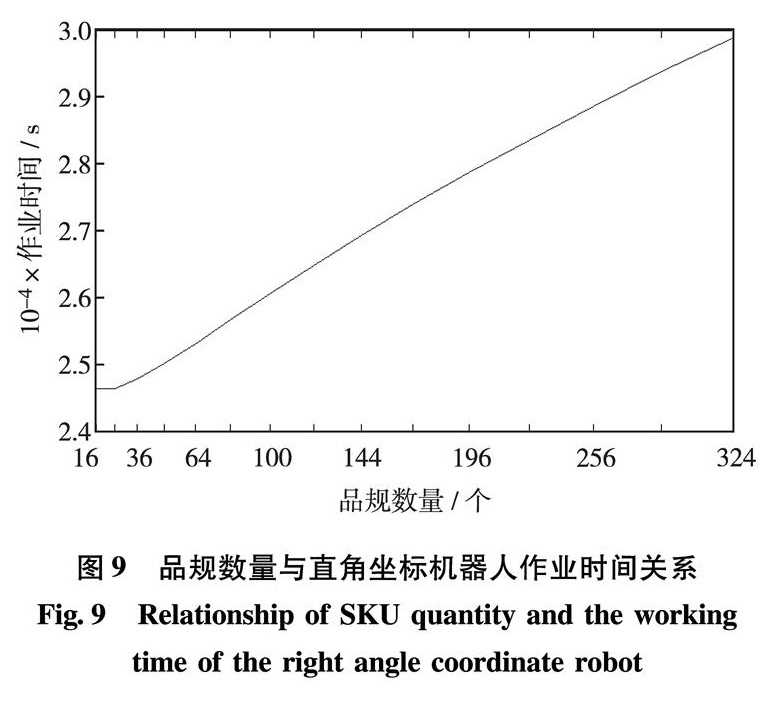
图9 品规数量与直角坐标机器人作业时间关系
Fig.9 Relationship of SKU quantity and the working time of the right angle coordinate robot
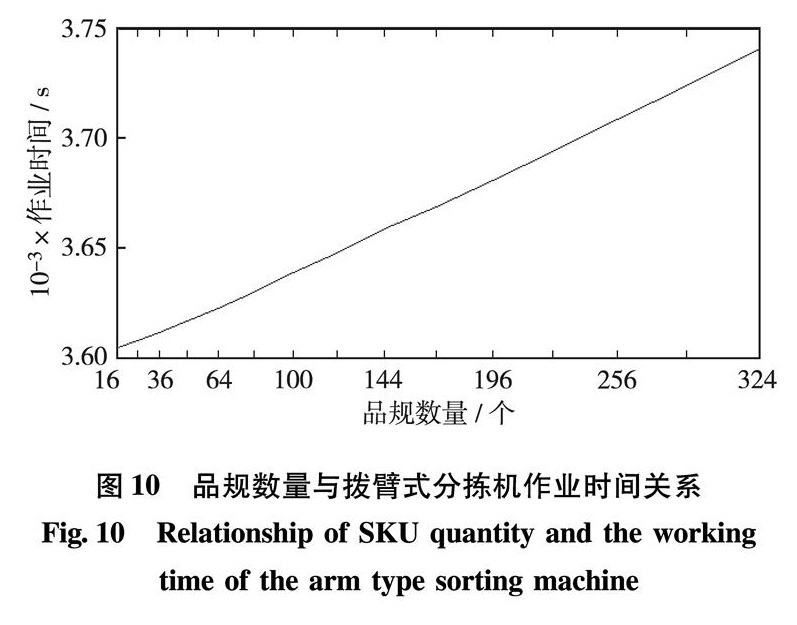
图 10 品规数量与拨臂式分拣机作业时间关系
Fig.10 Relationship of SKU quantity and the working time of the arm type sorting machine
仿真结果表明,在其他参数保持不变的情况下,直角坐标机器人的分拣作业时间随品规数的增大而增加,当品规数由10增至300时,平均作业时间增加21.3%.因此,为满足生产线下线产品的分拣需求,需要增加直角坐标机器人的数量,从而满足分拣效率需求.
设需要的分拣机器人数量为Q, 则
Q=生产下线效率/分拣效率(17)
在本案例中,品规数为10~49时,需要配备7直角坐标机器人; 品规数为49~225时,需要配备8台直角坐标机器人; 品规数为225~300时,需要配备9台直角坐标机器人.
仿真结果还表明,拨臂式分拣机的分拣作业时间受品规数的影响较小,当品规数由10增至300时,平均作业时间仅增加3.8%.在通道数量满足分拣品规需求的前提下(见3.1节),即通道数量为实际分拣品规数量的1.0~1.1倍,滑块式分拣机在效率方面均能满足不同品规数的分拣需求.
通过对两种分拣系统的作业时间进行数学建模及仿真,指出分散式分拣系统的效率要高于集中式分拣系统,品规数量对集中式分拣系统的作业效率有影响, 而对分散式分拣系统的作业效率几乎没有影响.
深圳大学学报理工版
JOURNAL OF SHENZHEN UNIVERSITY SCIENCE AND ENGINEERING
(1984年创刊 双月刊)
主 管 深圳大学
主 办 深圳大学
编辑出版 深圳大学学报理工版编辑部
主 编 阮双琛
国内发行 深圳市邮电局
国外发行 中国国际图书贸易集团有限公司(北京399信箱)
地 址 北京东黄城根北街16号
邮 编 100717
电 话 0755-26732266
0755-26538306
Email journal@szu.edu.cn
标准刊号 ISSN 1000-2618
CN 44-1401/N
