变压边力是指在薄板成形过程中,压边力大小随压边圈或凸模位置、行程而发生变化,是一种提高板料成形能力的简单有效的控制手段,可以延迟或消除成形过程中的起皱、破裂和回弹等缺陷[1-2]. 随着汽车轻量化水平的不断提高,新材料(如高强度钢板)、新工艺(如激光拼焊)等在车身上的使用量逐渐增多,导致板料成形性能下降、回弹量大等诸多问题,传统的恒定压边力控制难以获得满意的冲压件质量[3-4]. 因此变压边力技术逐渐成为国内外学者研究的热点. 官英平等[5]采用数值模拟技术,研究了变压边力对差厚拼焊板方盒形件成形质量的影响,结果表明,可以通过调整焊缝两侧板料压边力的大小提高拼焊板方盒形件的成形质量; 李云涛等[6]采用杯突试验,研究了6061铝合金拼焊板的成形性能,得到了数值模拟结果与实验结果基本一致的结论,并指出在模拟中可以忽略焊缝类型仅考虑其位置; Srirat等[7]利用序列近似优化方法对拼焊板方盒形件压边圈形状及压边间隙进行了研究,发现序列近似优化方法在提高冲压件成形质量方面效果显著.
变压边力控制可以通过多点变压边力液压压力机或者数控伺服驱动方式实现.前者采用多个液压缸调节压边圈各部分的压边力,每一个液压缸上安装高度自动调节装置和压力传感器,根据各液压缸的压力,由设定的程序自动调整顶杆高度,实现压边力随位置、行程的改变; 后者通过传感器检测拉伸成形的瞬间位置和实际压边力大小并反馈给计算机,比较实际压边力与理想压边力,将压边力调整信号传送至伺服电机,由伺服电机带动执行机构完成对压边力的调节与控制[8].
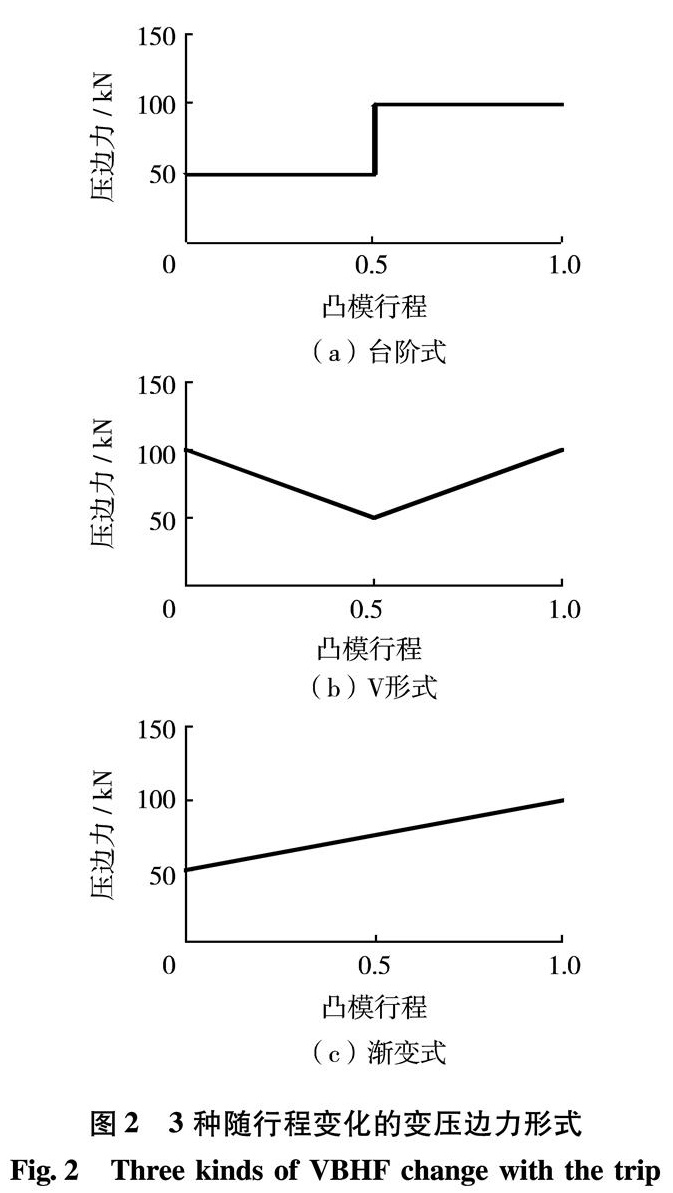
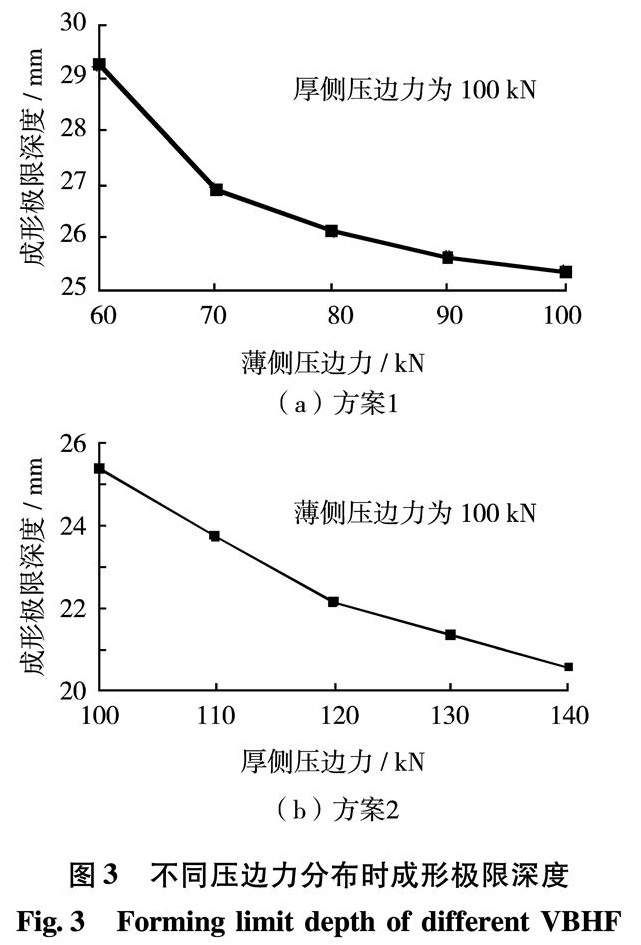
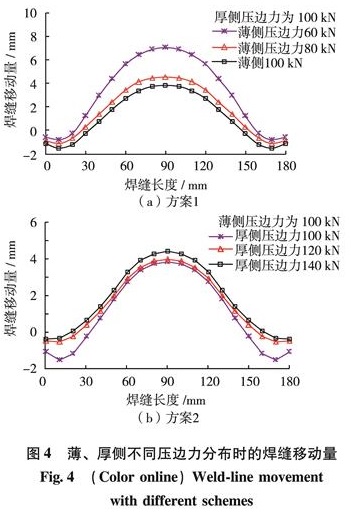
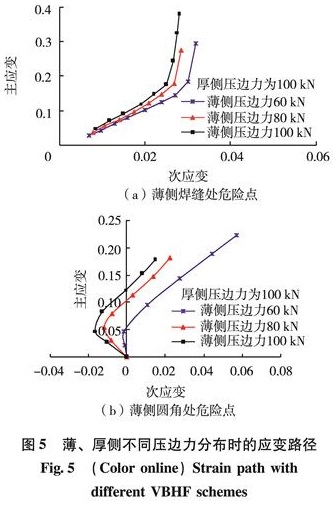
对于不同材料匹配下高强度拼焊板的成形性能来说,随着两侧基板厚度比、强度比的不断增大,焊缝两侧板料的流动性能差异变大,导致在拼焊板冲压成形过程中不同位置、不同时期板料对压边力的大小要求不同[9]. 而传统压力机冲压过程中,压边力一般为恒定值,不能随位置和凸模行程而改变,导致拼焊板两侧板料流动不均匀,从而制约了板料的成形能力,影响着冲压件的尺寸精度. 但针对不同变压边力的控制效果而言,迄今研究尚无一个清楚而系统的结论,这主要由所用毛坯、模具尺寸及加载历史或变形路径等复杂因素差异的影响所致. 本研究采用板料成形商业软件Dynaform研究随位置/行程不同的变压边力对拼焊板成形极限深度、焊缝移动量、破裂点处应变路径及焊缝两侧应变分布的影响规律,探索提高激光拼焊板成形性能的途径,为车身覆盖件的实际冲压生产工艺提供指导.